2.1 Recommended Metal Solder
Stencil Aperture
It is recommended that only
0.152 mm (0.006 inches) or
0.127 mm (0.005 inches) thick
stencil be used for solder paste
printing. This is to ensure
adequate printed solder paste
volume and no shorting. The
following combination of metal
stencil aperture and metal stencil
thickness should be used:
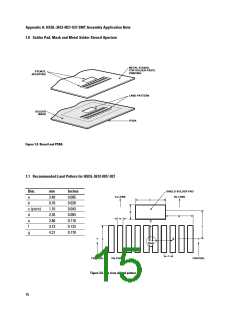
See Fig 4.0
t, nominal stencil thickness
l, length of aperture
mm
mm
inches
0.006
inches
0.152
0.127
2.8 ± 0.05
0.110 ± 0.002
0.134 ± 0.002
0.005
3.4 ± 0.05
w, the width of aperture is fixed at 0.70 mm (0.028 inches)
Aperture opening for shield pad is 2.8 mm x 2.35 mm as per land dimensions
APERTURE AS PER
LAND DIMENSIONS
t (STENCIL THICKNESS)
SOLDER
PASTE
w
l
Figure 4.0. Solder paste stencil aperture.
Allowable Misalignment Tolerance
3.0 Pick and Place Misalignment
Tolerance and Product Self-
Alignment after Solder Reflow
X – direction
≤ 0.2 mm (0.008 inches)
± 2 degrees
Theta – direction
If the printed solder paste volume
is adequate, the unit will self-
align in the X-direction after
solder reflow. Units should be
properly reflowed in IR Hot Air
convection oven using the
recommended reflow profile. The
direction of board travel does not
matter.
17

 AGILENT [ AGILENT TECHNOLOGIES, LTD. ]
AGILENT [ AGILENT TECHNOLOGIES, LTD. ]