AN1005
Application Notes
(3) Cut small pieces of the alloy solder and flow each piece onto
each of the other legs of the component.
Indium-tin solder is available from ACI Alloys, San Jose, CA and
Indium Corporation of America, Utica, NY.
Gluing Recommendations
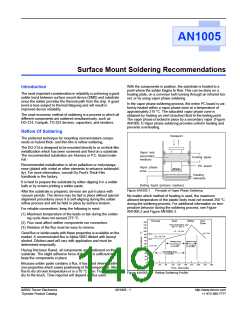
Prior to wave soldering, surface mount devices (SMDs) must be
fixed to the PCB or substrate by means of an appropriate adhe-
sive. The adhesive (in most cases a multicomponent adhesive)
has to fulfill the following demands:
Multi-use Footprint
•
Uniform viscosity to ensure easy coating
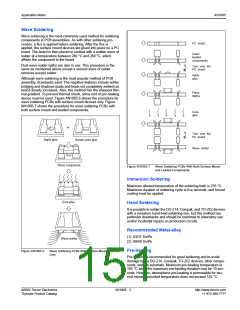
Package soldering footprints can be designed to accommodate
more than one package. Figure AN1005.8 shows a footprint
design for using both the Compak and an SOT-223. Using the
dual pad outline makes it possible to use more than one supplier
source.
•
No chemical reactions upon hardening in order not to deterio-
rate component and PC board
Straightforward exchange of components in case of repair
•
Low-temperature Solder for Reducing
PC Board Damage
Cleaning Recommendations
In testing and troubleshooting surface-mounted components,
changing parts can be time consuming. Moreover, desoldering
and soldering cycles can loosen and damage circuit-board pads.
Use low-temperature solder to minimize damage to the PC board
and to quickly remove a component. One low-temperature alloy
is indium-tin, in a 50/50 mixture. It melts between 118 °C and
125 °C, and tin-lead melts at 183 °C. If a component needs
replacement, holding the board upside down and heating the
area with a heat gun will cause the component to fall off. Per-
forming the operation quickly minimizes damage to the board and
component.
Using solvents for PC board or substrate cleaning is permitted
from approximately 70 °C to 80 °C.
The soldered parts should be cleaned with azeotrope solvent fol-
lowed by a solvent such as methol, ethyl, or isopropyl alcohol.
Ultrasonic cleaning of surface mount components on PCBs or
substrates is possible.
The following guidelines are recommended when using ultra-
sonic cleaning:
•
•
•
•
•
Cleaning agent: Isopropanol
Bath temperature: approximately 30 °C
Duration of cleaning: MAX 30 seconds
Ultrasonic frequency: 40 kHz
Proper surface preparation is necessary for the In-Sn alloy to wet
the surface of the copper. The copper must be clean, and you
must add flux to allow the alloy to flow freely.You can use rosin
dissolved in alcohol. Perform the following steps:
Ultrasonic changing pressure: approximately 0.5 bar
(1) Cut a small piece of solder and flow it onto one of the pads.
Cleaning of the parts is best accomplished using an ultrasonic
cleaner which has approximately 20 W of output per one liter of
solvent. Replace the solvent on a regular basis.
(2) Place the surface-mount component on the pad and melt the
soldered pad to its pin while aligning the part. (This operation
places all the pins flat onto their pads.)
0.079
(2.0)
0.079
(2.0)
0.079
(2.0)
Gate
MT2 / Anode
0.040
(1.0)
Compak
Footprint
0.110
(2.8)
MT1 / Cathode
Gate
0.030
(.76)
Pad Outline
Footprint
for either
Compak
M
T
2
Not
used
0.328
(8.33)
0.079
(2.0)
or SOT-223
0.059
(1.5)
0.019
(.48)
TYP
MT1
0.040
(1.0)
0.091
(2.31)
TYP
0.150
(3.8)
Gate
0.030
(.76)
SOT-223
Footprint
0.079
(2.0)
MT2 / Anode
MT2 / Anode
0.079
(2.0)
.055
(1.4)
MT1 / Cathode
Dual Pad Outline
Dimensions are in inches (and millimeters).
Figure AN1005.8
Dual Footprint for Compak Package
http://www.teccor.com
+1 972-580-7777
AN1005 - 4
©2002 Teccor Electronics
Thyristor Product Catalog

 TECCOR [ TECCOR ELECTRONICS ]
TECCOR [ TECCOR ELECTRONICS ]